
在APQP第二阶段进行产能策划,基于历史数据进行验证,在APQP第四阶段试生产节拍生产时,使用生产数据验证过程、模具、设施能够按先前规划的生产节拍生产合格的产品,在投入量产时,使用量产条件的的生产数据证明工厂能够满足每天产能的需求。
案例一:
问:你们是如何进行产能策划与分析的?
答:我们产能不是问题,如果客户增加预测量,我们随时增加设备和人员,一切都来得及。
点评:正如我们找个餐厅吃饭,如果宽大的餐厅里没有一个人,你敢去吗?大家害怕是黑店,如果餐厅全部都是满员了,你愿意等吗?(除非你是吃货,在吃货的眼里等多长时间都是值得的),从采购角度的看问题,一间工厂忙得不可开交,将急于交货的产品发给这家工厂做叫自找麻烦,一间工厂一点生意都没有,工厂里的设备只是一小搓在运行,也担心他们的质量问题。我将一些不良的供应商叫“三拍供应商”,接收订单时,拍胸脯说一定没有问题,交不出货时,拍脑袋说你们有点烦,如果把他惹急了,拍屁股说不想和你玩了。所以接收新订单/项目前进行产能策划与分析,向客户展示产能方面的信心。
IATF16949标准对产能策划的要求

在IATF16949标准的7.1.3.1工厂、设施及设备策划条款中,工厂应使用多方论证的方法,进行工厂、设施、设备精益化的布局设计。
对于新产品或新的操作的制造可行性分析中,应包括产能策划。
在8.2.3.1.3组织制造可行性条款中,制造可行性分析应确认所要求的速率生产出符合规范的产品,要求工厂不仅要做产能策划,还需要按节拍生产进行产能分析。
在8.3.5.2 制造过程设计输出条款中的F,明确在制造过程设计输出的一项工作任务是产能分析。在过程开发中输出PFMEA、控制计划、作业指导书,试生产时根据实际的生产数据来验证产能,是否能满足客户的实际交货需求。
产能策划与分析概论
确认按规划的生产班次和生产计划的生产节拍是否能够满足项目每天产能需求,在初始产能策划阶段,基于历史数据进行验证。在节拍生产时,使用生产数据验证过程、模具、设施能够按先前规划的生产节拍生产合格的产品。在投入量产时,使用量产条件的的生产数据证明工厂能够满足每天产能的需求。
时间安排
在APQP第一阶段,立项前项目可行性分析时,进行产能调查;
在APQP第二阶段,当产品设计冻结时,进行产能策划;
在APQP第四阶段,节拍试生产时,进行产能分析;
在APQP第五阶段,项目进入量产时,进行产能确认。
产能策划与分析的输入:
1、客户需求调查表(预测的需求量)
2、客户预测产量
3、项目可行性分析
4、制造可行性分析(提出资源、设备、工装、检具的需求)
产能策划与分析的输出:
1、产能策划与分析
产能策划与分析的内容
第一部分客户基础信息:
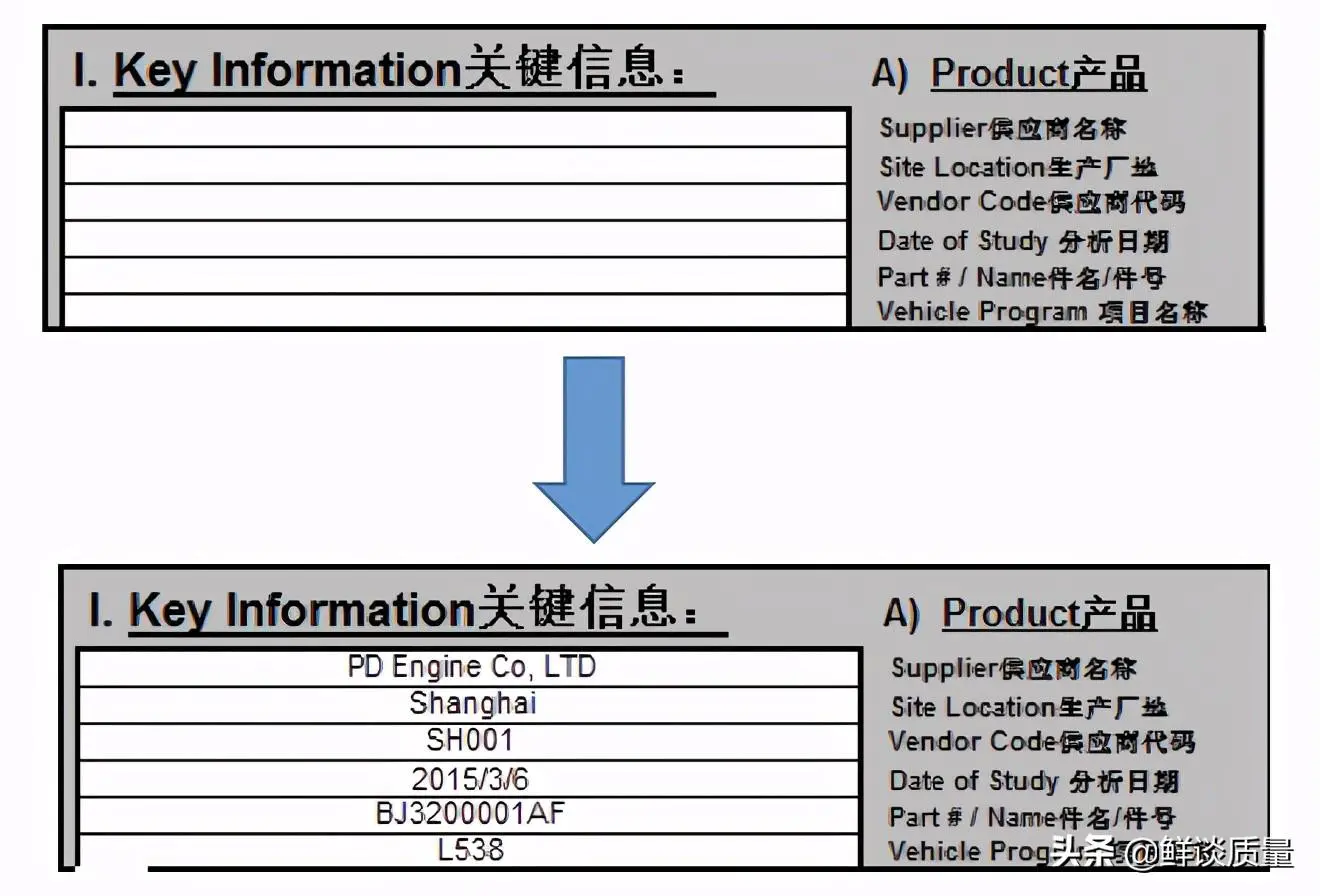
直接输入工厂的名称、生产厂址、供方代码、分析时间、产品名称/号、项目名称等信息。
第二部分客户生产信息:
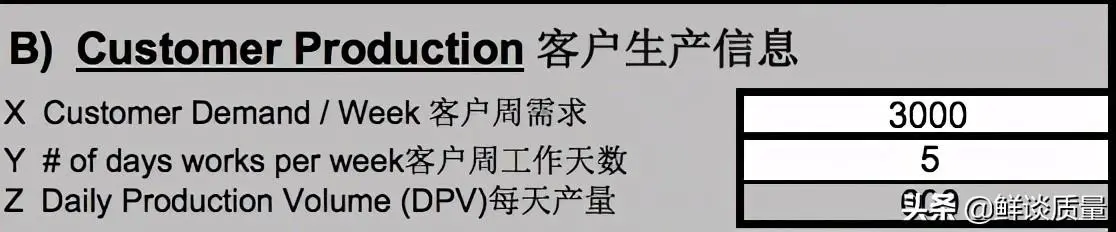
X:客户生产每周的最高产能,从项目需求表中获得数据。
Y:输入客户每周工作天数
Z:自动计算出第天的产量。
案例中客户周需求量为3000件,客户每周工作天数为5天,那么自动计算出每天需求量为600件。
第三部分产能履历记录:
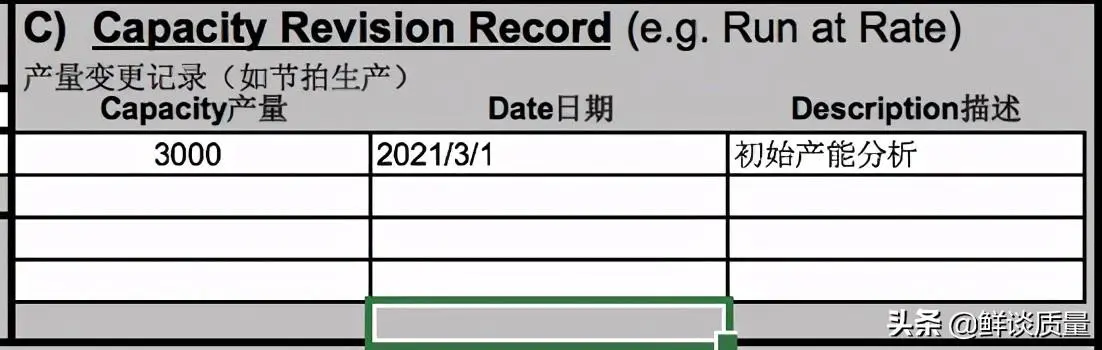
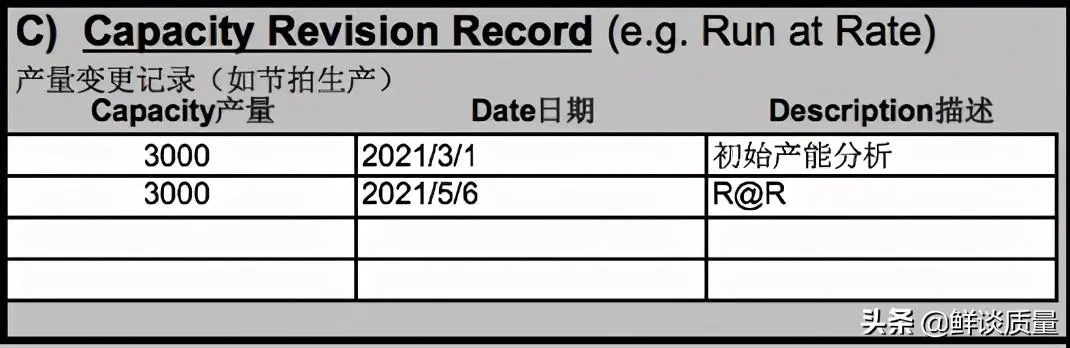
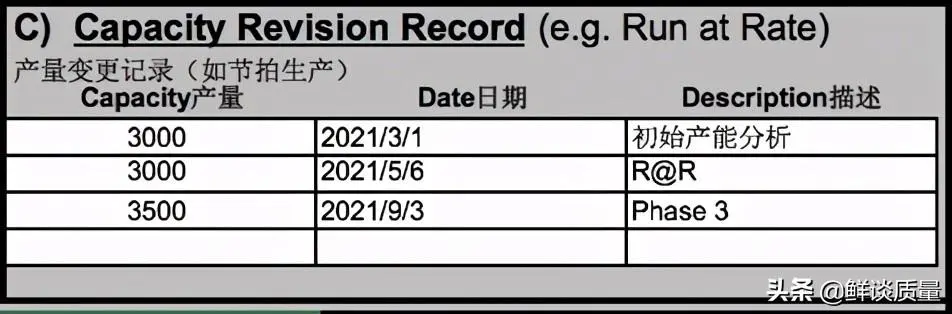
按项目计划的进度,记录产量变更的内容,
初始产能分析的阶段、时间、产量;
试生产节拍的阶段、时间、产量;
PPAP投入量产阶段、时间、产量;
这里是记录在开发阶段到量产过程中,变量的变化记录。
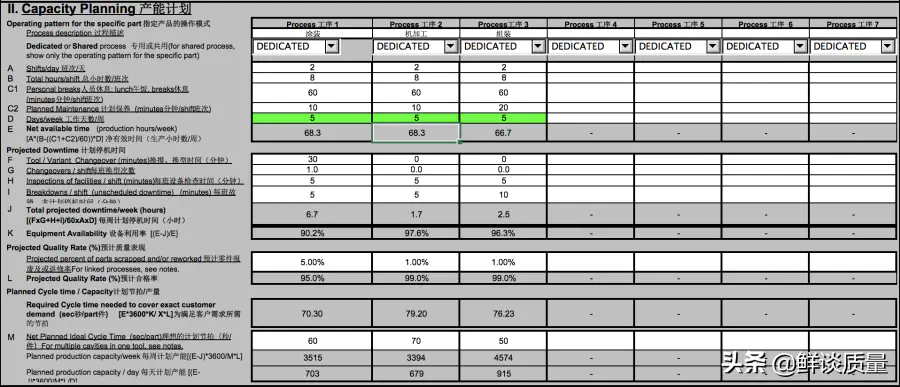
第四部分产能规划-过程描述

此方面的要求包括:
-过程描述: 输入进行产能分析的过程/工序.,通常, 只对关键过程进行分析(评估过程流程图, 确认包含所有关键工序)
-专线还是共线: 从下拉框选择该工序是专线还是共线生产
知识点:专线”是指该过程/设备等是完全为该零件生产准备的. 例如: 专用的检测工位。“共线”指在该过程/设备上, 还生产(其他客户)的其他零件, 因此该过程存在换模. 例如, 铸造, 注塑, 热处理等。
如果是共线生产, 需要完成”共线生产”产能分析表. 目的是确认, 供应商产能没有超卖. 通常我们希望看到设备负荷小于95% 。
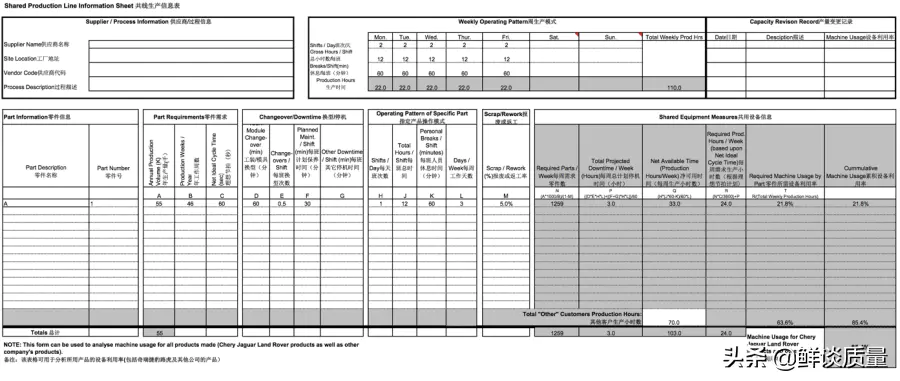
将共线生产的产品全部列入,输入产品需求、换型停机时间、保养时间、产品生产时间、质量表现等信息。表格会自动计算每周需求生产小时数、该产品的设备占用率等内容,通常所有产品的最终设备负荷要小于95%,如果大于95%,将无法满足每周客户发货数量,甚至导致无法交货。
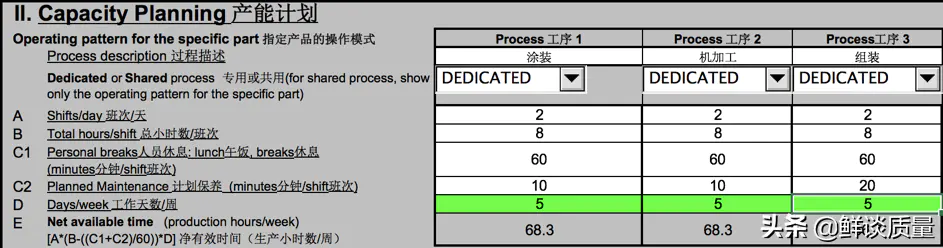
A:每天生产班次
B:每班工作时间(小时)
C1:人员固定休息时间,如午饭,休息等
C2:计划保养时间
D:工作天数/周
E:净有效时间, 自动计算得出。
输入工作时间等基本信息,会自动计算得出每周净工作时间。每周安排1-5天,显示均为绿色,如果输入6或7天,显示为红色。即使是共享生产线,填写用于生产该零件的生产天数和班次。
第五部分产能规划-计划停机时间
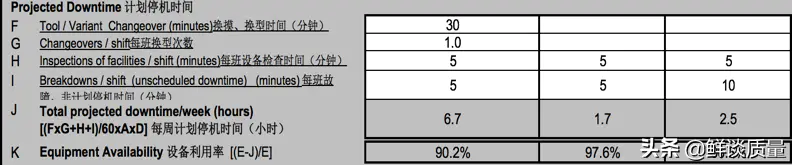
F:换模时间,指上一批次最后一件合格件到新批次的首件合格件之间的时间。
G:每班换模次数
H:每班停机检查零件或调整工艺的时间
I:计划外停机时间,就是每班故障、非计划停机时间
J:总计停机时间,自动计算得出
K:设备使用率,自动计算得出
根据历史数据或同类型的产品数据填写计划停机时间,自动得出设备的利用率。
第六部分产能规划-预计质量表现

预计零件报废或返个性率,根据历史数据输出报废率,自动计算得出合格率。
第七部分产能规划-计划节拍和产量
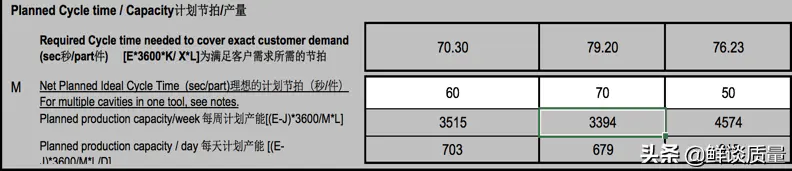
根据前面的数据自动计算为了满足客户需求产量所需的节拍。
M:输入每道工序预估的最理想的节拍,可以通过经验,或者同类型产品线上测量节拍获得。
这里理想的节拍时间不是随便填写的,要根据初始的过程流程图,对每一道工序进行动作分解,使用预定工作时间法MTM和MOD法进行标准工作时测算,也可以使用摄像或相类产品进行分析,得出每一道工序的标准工时。
为了满足客户需求所需的节拍,每周计划产能,每天计划产能自动计算得出。
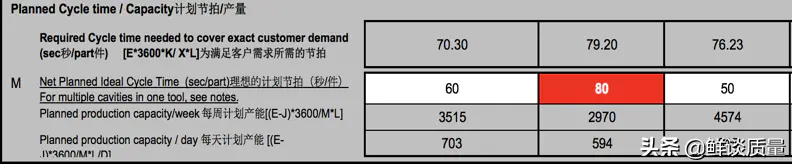
理想的计划节拍时间和为满足客户需求所需的节拍进行对比,如果显示为红色,表示规划节拍无法满足项目需求,应重新进行规划。上图中为了满足客户需求的节拍为79s/件,而理想的计划节拍为80s/件,显而易见规划节拍是不能满足要求的,需要重要规划。
第八部分 实际生产
在APQP第四阶段进行试生产,批量试生产分为两个阶段,第一阶段的试生产是预试生产,其目的是放行设备、工装和量检具,一般数量较少。第二阶段的试生产是节拍生产,相当于两日生产验收,其目的是放行产能及最终可行性。一般生产数量较多。如果是产品和工艺过程相对简单,且过程的成熟度准备的比较充分,也可以直接进行节拍生产,也就是只做一次批量试生产。具体详见《为什么要进行试生产》。
在APQP第五阶段项目进入批量产阶段,为了验证最终的批量能力,再进行一次产能确认,查看是否满足客户实际波动的影响,比如增加120%的产能是否能满足供货。
不论是节拍生产还是批量生产确认,生产条件都必须满足条件,使用正式的生产设备、工装、环境、生产操作者、设施、和循环时间来进行生产,并记录下来信息:
-生产持续的时间
-生产数量
-参与生产的人员
-产品不良数量
-生产运行中的停机、故障、换型时间等。
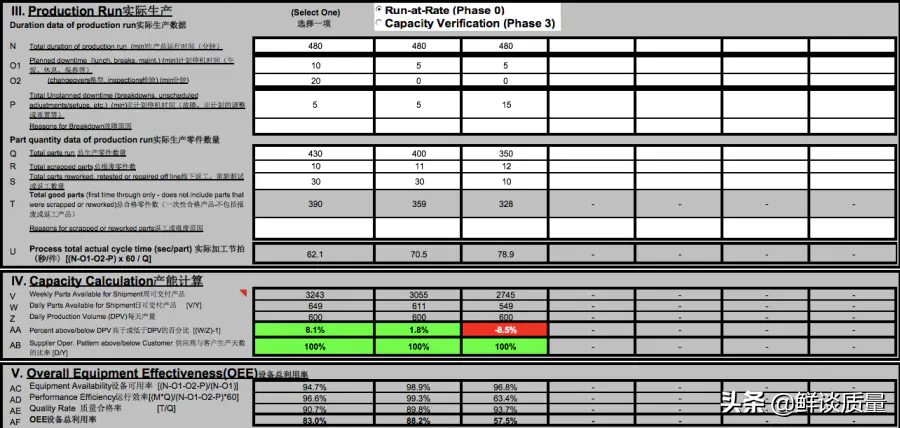
第八部分 实际生产-实际生产数据
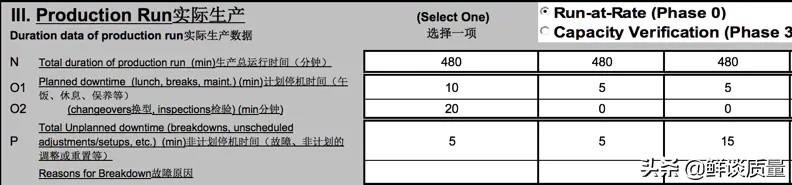
N:实际生产持续时间
O1:实际计划停机时间(午餐、休息、维护等)
O2:实际换模,停机检验时间
P:实际非计划停机时间
这时填写的内容不是规划出来的,是实际试生产的数据,比如试生产一个班8小时,就是480分钟,保养时间10分钟,换型20分钟,设备故障5分钟。
非计划停机的原因必须被记录下来,并采取应对措施。
第八部分 实际生产-实际生产数据
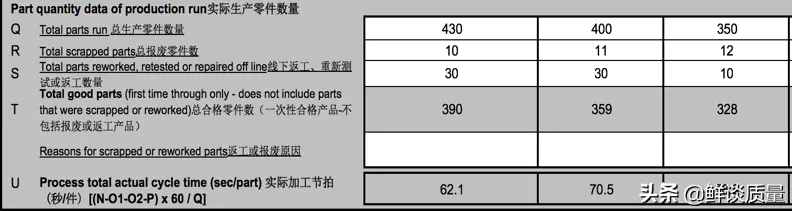
Q:实际生产零件总数,包括合格件和不合格件数
R:报废零件总数
S:返工零件总数
T:合格零件总数,自动计算得出,这里是一次合格零件数
报废以及返工零件原因须记录并采取解决措施。
U:工序实际节拍,自动计算得出。
要注意的事,这里的合格率为一次合格率,线下返修合格的零件不算作合格零件,只有一次合格件才算为合格件。
第九部分 产能计算

V:每周发运零件数
W:每日可以发运零件数
Z:每天产量(客户每天的需求量)
这部分都是自动计算,同时也计算出DPV高于或低于DPV的百分比,比如第一工序:649/600-1=8.1%,相当于每天可以交货的数量多出客户每天需求量的8.1%,显示为绿色产能没有问题。
第三工序:549/600-1=-8.5%,相当于每天可以交货的数量与客户每天需求量还差8.5%,显示为红色,产能存在缺口。
第十部分 设备总效率

这里自动计算出OEE设备总效率,
OEE设备总利用率= 设备可用率×运行效率×良品率×100%
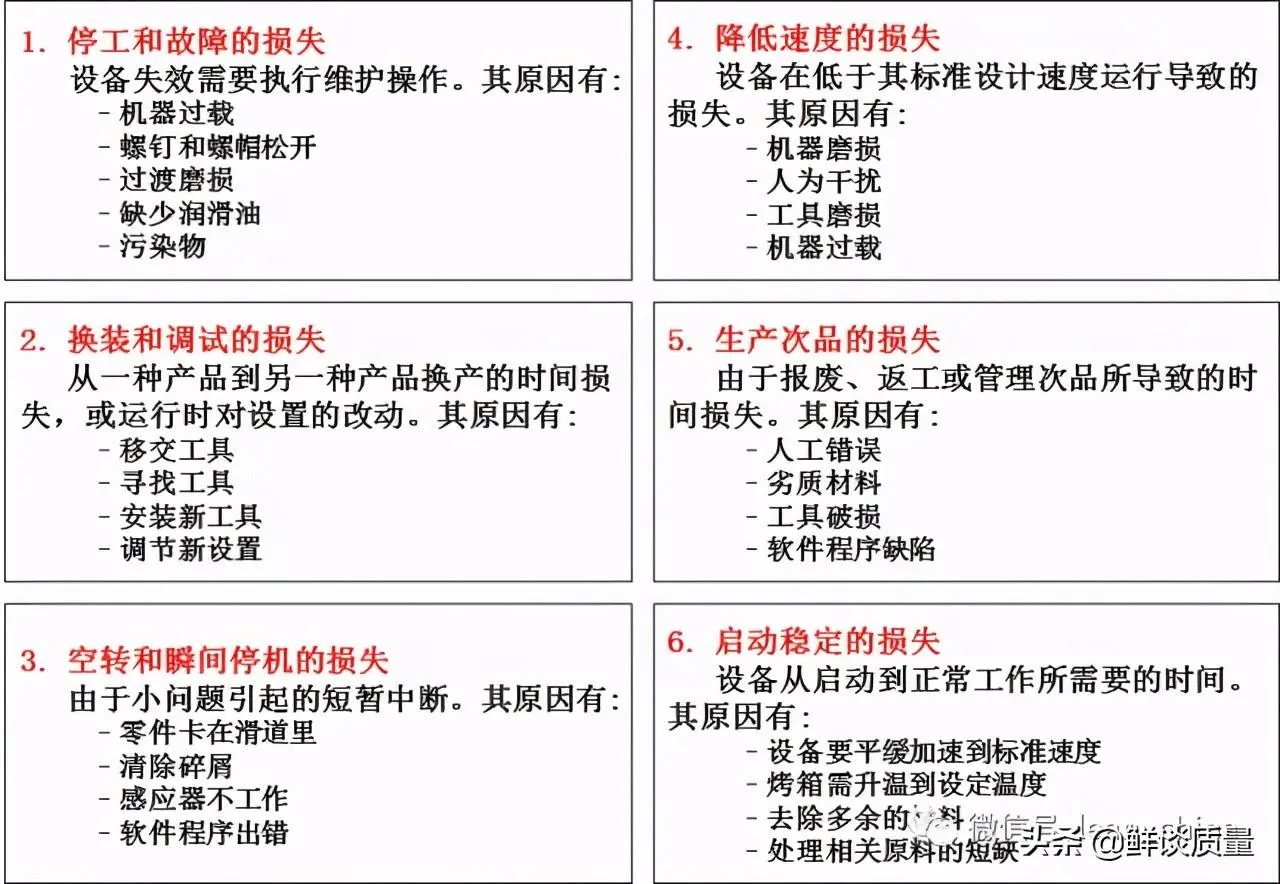
统计OEE的目的,就是分析影响OEE的六大损失:
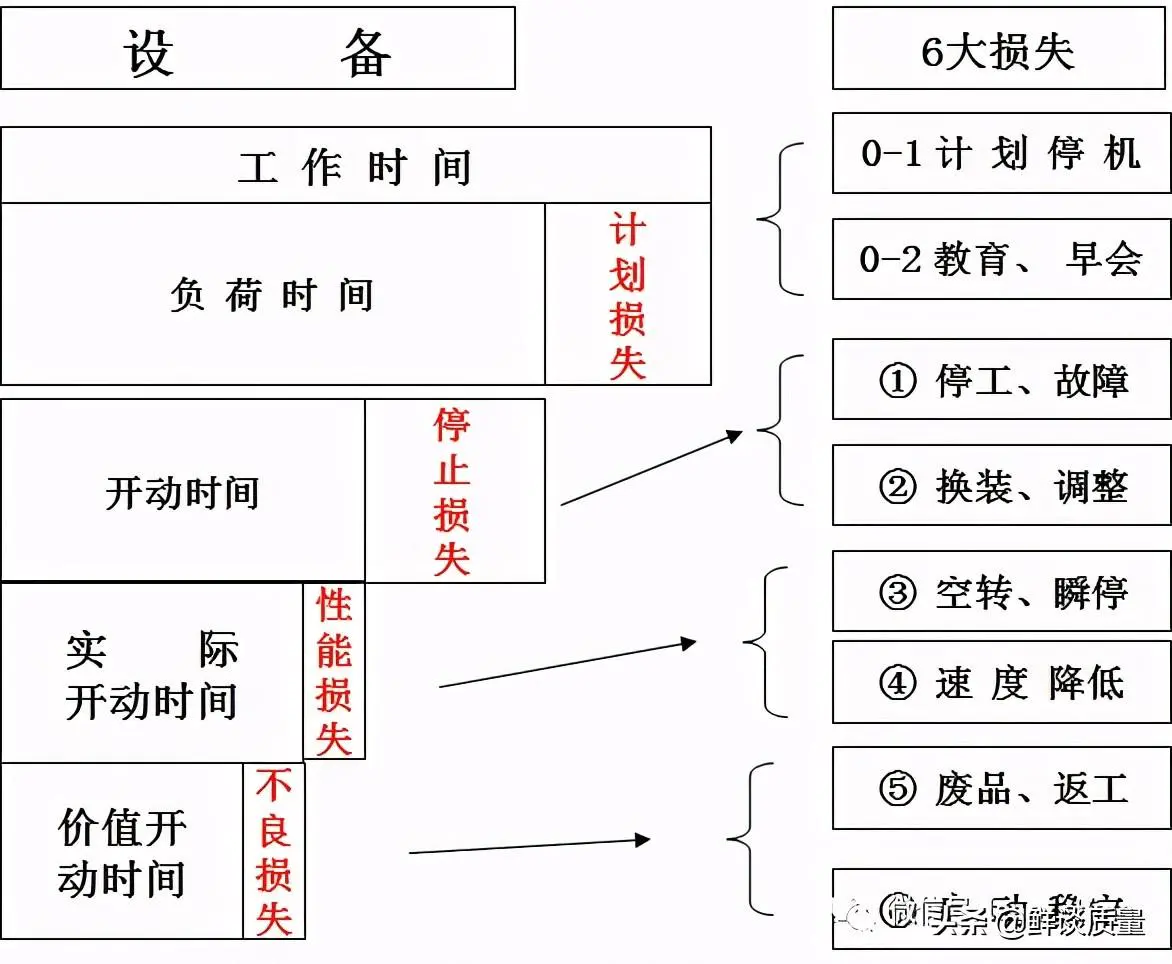
我们再看看设备“六大损失”在工作时间中的体现:
OEE的三大指标:
时间开动率:反映设备的时间利用情况,度量了设备的故障、调整等项停机损失;
性能开动率:反映了设备的性能发挥情况、度量了设备的短暂停机、空转、速度降低等性能损失;
合格品率:反映了设备的有效工作情况,度量了设备的加工废品、不良修正和利用率损失;
单台设备OEE的计算方法:
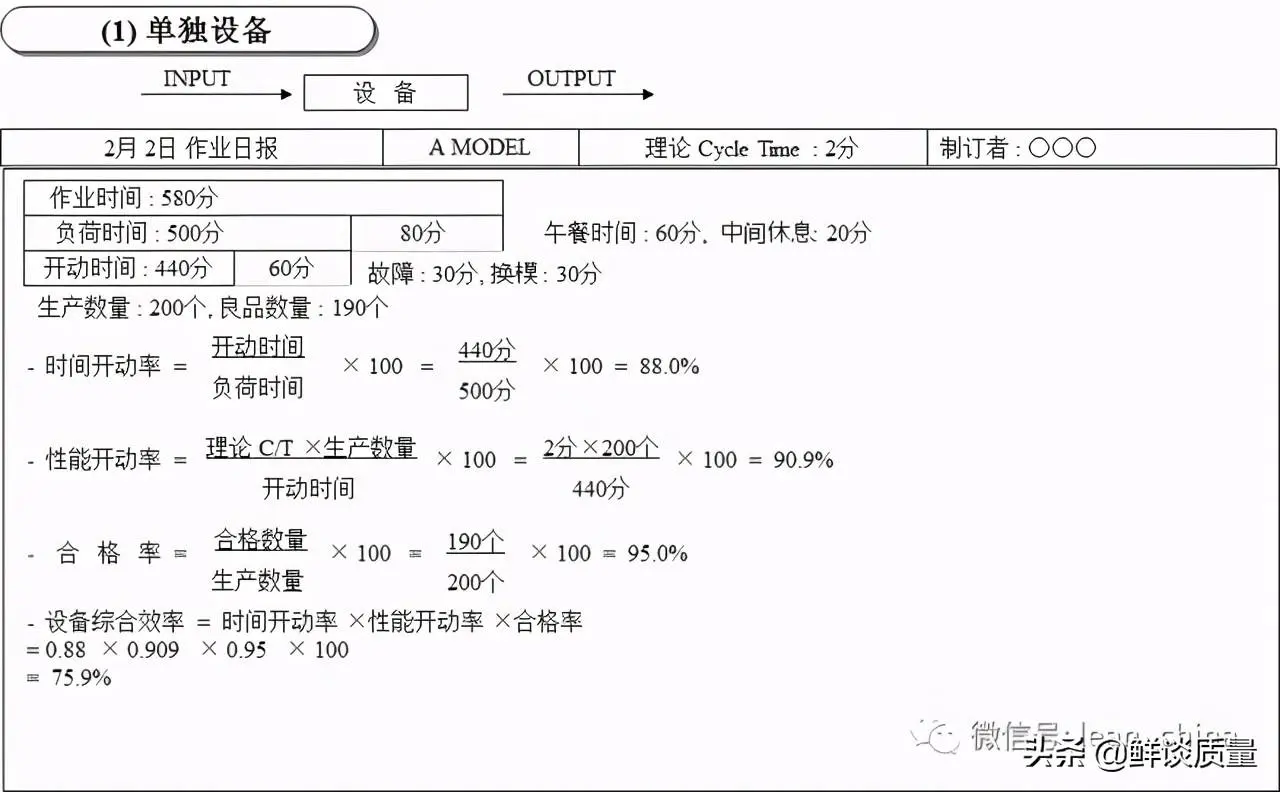
具体详见《TPM全面生产维护--OEE》
这里要注意的事,世界一流水企业的设备总效率在85%左右,不同的零件加工过程有所差异,如果计算出现100%或者以下,会自动显示红灯,表示其中提供的数量是错误的或隐藏着问题。OEE典型标杆如下:
-设备利用率90%
-性能效率95%
-合格率99%
刚好三者的乘积为85%左右。
第十一部分 图形汇总
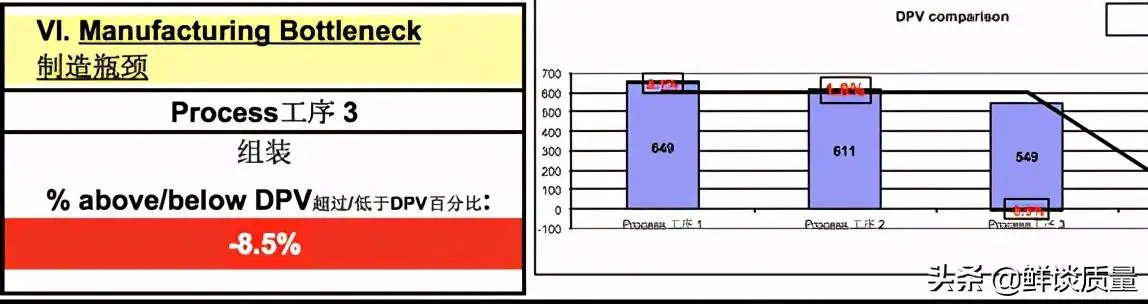
自动生成汇总,各个工序“每天可交付的零件数量”比对“客户每日的需求量”,柱状图为每天可交付的数量,直线为客户的需求量,从图中可以显示第一,二道工序柱状图每天的可交付的数量均是大于客户需求量的,第三步每天可交付的数量不能满足客户的需求量,必须制定整改措施。
同时左边显示了工序三组装,可交付量不能满足客户的需求量,约减少8.5%的产能。
综上所述,鲜老师认为在APQP第一阶段进行初始产能调查,输入到项目可行性分析中,在APQP第二阶段进行产能策划,基于历史数据进行验证,在APQP第四阶段试生产节拍生产时,使用生产数据验证过程、模具、设施能够按先前规划的生产节拍生产合格的产品,在APQP第五阶段投入量产时,使用量产条件的的生产数据证明工厂能够满足每天实际产能的需求,以验证爬坡后的产能是否满足客户柔性的变化,如提升120%后的产能进行验证。
文章来源于网络,如若侵权,请联系站长删除。
本站承接各类商务合作,如有合作需求,请联系我们。
相关推荐
-
学淘宝美工要多少学费?(有前景吗?)
学习淘宝美工需要投入一定的时间和金钱。学淘宝美工要多少学费呢?另外大家是否清楚学习淘宝美工到底有没有前景呢?我马上给各位分享。 一、学淘宝美工要多少学费? 学习淘宝美工的学费因培训机构、课程内容和学习方...
-
今年流行什么冬装女款(2022年冬装搭配图片大全)
时尚发展如同一往无前的洪流,在浪潮不断冲刷前进下,有的单品永远留在了原地、有的单品依旧是潮流,并且还会有新的单品填补空缺……虽然可供女性选择的空间很广泛,但是仍有一小部分女性不知道在冰天雪地的冬季应...
-
1688商家如何加入严选品?(对商品有什么要求?)
1688严选品为平台最具心智的精选货盘,面向对品质商品有采购需求的高价值买家,入驻商品必须同时满足以下严选的商品标准、价格标准和服务标准,品/价/服务缺—不可。本期我们将为各位商家详细列出加入1688严选品的...
-
淘宝七个不同层级商家(淘宝商家层级是什么意思)
淘宝商家的层级指的是根据其在淘宝平台上的销售表现和数据综合评估,划分出来的不同等级。淘宝商家的层级分为七个等级,从高到低分别是: 1. 钻级商家:钻级商家是淘宝商城中销售绩效最优秀的一类商家,通常具有...
-
水银温度计怎么使用教程分享(水银体温计的正确使用方式)
体温计是一种具有保持显示最高体温功能的温度计,又被称为“医用温度计”。常用的温度计种类有玻璃体温计、电子体温计和红外线体温计。 一、玻璃体温计 市面上较为常见的是玻璃体温计。玻璃体温计的工作物质是液体...
-
跨境电商最简单注册方法(跨境电商注册需要什么条件)
跨境电商的注册方法可能因平台和目标市场的不同而有所区别,但以下是一个简单的跨境电商注册方法的示例: 1. 选择合适的跨境电商平台:首先,根据自身的业务需求和目标市场,选择适合的跨境电商平台。常见的跨境...
-
金箭电动车质量怎么样(雅迪、爱玛、金箭电动车品牌,哪个更好)
。 选择电动车代步出行,是数以亿计人的选择,根据数据显示,我国的电动车保有量超过3亿,有着万亿的消费市场,在这样的环境下,电动车行业也出现了不少具有较强品牌效应的企业,其中,就有很多人熟知的:雅迪、...
-
副业做什么比较好赚钱(5个副业推荐)
这是我的第n篇副业推荐文章,之前分享的内容大家总说有一定难度,没有一技之长的人很难做起来。 今天小萌就来分享5个小白也能轻松完成的副业,大家可以去试一试。 1. 店面拍照 这个不需要你有特长,只要你认识路...
-
拼多多零基础店铺运营方法(拼多多店运营技巧)
对于零基础的拼多多店铺运营,以下是一些建议和技巧: 1. 熟悉拼多多平台:先了解拼多多平台的特点、规则和运营方式。掌握平台提供的功能和工具,包括店铺装修、商品发布、活动参与等。 2. 精选商品:选择有市场...
-
淘宝店铺评分多少能过关?(如何提升?)
随着电商的蓬勃发展,越来越多的消费者选择在淘宝上购物。而作为卖家,想要在众多竞争对手中脱颖而出,良好的店铺评分是至关重要的。那么,究竟淘宝店铺评分多少才能过关呢?让我们一起来探讨。 首先,我们需要了...